|
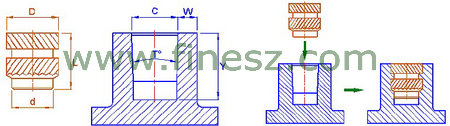
塑胶件螺母植入其他方式
|
|
|
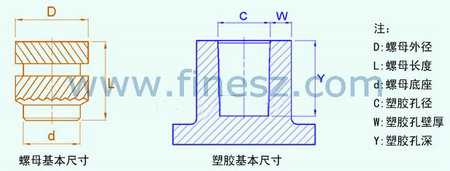
塑胶孔设计与螺母选择 :
|
|
|
塑胶孔与螺母的选择参数
1、d尺寸为螺母底座,也称导向定位部分,在埋入前与塑胶C部分配合,因此 螺母底端d部分要比塑胶内孔径C尺寸小,以方便定位; 塑胶孔参考数据:
|
|
|
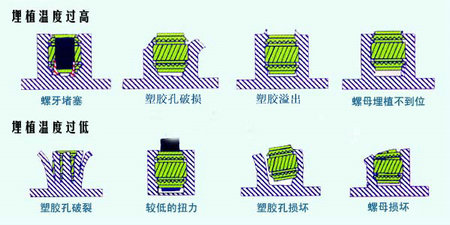
螺母加热温度于塑胶嵌入螺母成品的影响:
|
|
|
塑胶孔预留大小于成螺母压入注塑件后的影响 |
|
|
若:塑胶与螺母选择上无问题, 螺母埋入塑胶后标准状态 |
|
|
若:螺母尺寸太小,塑胶孔太大,螺母埋入塑胶 后吃不到胶,会产生扭拉力不足现象 |
|
|
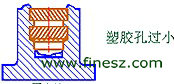
若:螺母尺寸太大,预留孔太小,会产生溢胶或者爆裂现象 |
|
|
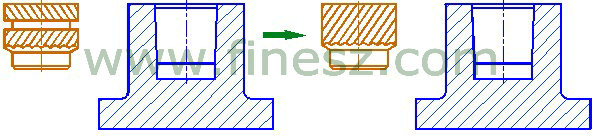
如螺母尺寸与塑胶尺寸都没有问题,还有异常现象发生,那我们通常会考虑通过一些优化设计来改善,例:塑胶孔深较浅,会产生扭拉力不足:
由于塑胶孔深度较浅,如选择双斜纹的螺母,在螺母各尺寸比例调配下,特别是压花上,压花段差较短,这样的螺母埋入塑胶后,压花吃胶面的塑胶太少,会产生扭拉力不足现象,所以一般建议,将塑胶预留孔深设在2.5mm以上,螺母尺寸长度一般建议做2.0mm以上。 改善方案:类似这种情况,在客户不方便改模情况下,可建议将螺母花形改为单斜BS1,如右图所示,这样将压花段差加大,压花吃胶面的塑胶增大,从而增加扭拉力。 |
|
|
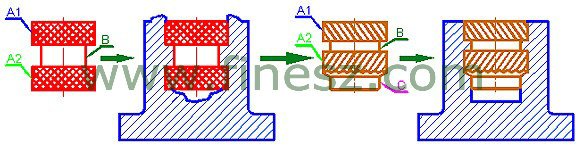
另,如果塑胶孔溢胶,爆裂
由于选择左图样式螺母,在埋入塑胶后,A1、A2处膨胀,B处却急剧收缩,造成塑胶排挤困难,螺母上下端容易产生溢胶现象,严重影响了产品处观;
|
|






评论
登录后你可以发表评论,请先登录。登录>>